
導熱膠(TIM)點膠應用干貨
- 來源:歐力克斯
- 發布時間:2021-07-30
- 瀏覽:7428次
我們聽到過很多關于如何利用導熱膠(TIM)的先進性實現設備降溫的案例。但是相關的點膠工藝具體是怎樣的呢?小編為您詳細解讀。

由于電子產品的體積持續減小導致其產生的熱量就越多,因此散熱和控制溫度就變得至關重要。導熱膠(TIM)是此類應用的絕佳解決方案,因為與導熱貼相比,TIM有出色的導熱性和明顯的靈活性。
在汽車、5G通信、電子消費品等一系列應用中,導熱膠可填充熱源和散熱器之間的間隙來降低整體熱阻。導熱膠是您的應用的不二選擇。為了完成艱巨的挑戰,您還需要選擇正確的設備進行點膠,以及合適的合作方幫助您開發應用。本指南給您介紹基本的流程,并包含入門級的常用配置選項。
由于電子產品的體積持續減小導致其產生的熱量就越多,因此散熱和控制溫度就變得至關重要。導熱膠(TIM)是此類應用的絕佳解決方案,因為與導熱貼相比,TIM有出色的導熱性和明顯的靈活性。
在汽車、5G通信、電子消費品等一系列應用中,導熱膠可填充熱源和散熱器之間的間隙來降低整體熱阻。導熱膠是您的應用的不二選擇。為了完成艱巨的挑戰,您還需要選擇正確的設備進行點膠,以及合適的合作方幫助您開發應用。本指南給您介紹基本的流程,并包含入門級的常用配置選項。
導熱效率高
一、膠層厚度
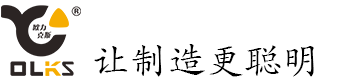
仔細觀察,由于發熱設備和散熱器表面并不完全平整,所以沒有完全貼合。
有一些小面積的物理接觸,但散熱器和熱源之間仍有很多存在殘留空氣的間隙--這些“氣泡”會產生隔熱作用,不利于熱傳遞。導熱膠使用比空氣導熱性能更好的填料,以加快熱傳導、避免上述問題。
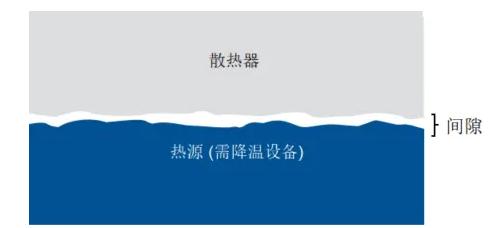
膠層表示導熱膠同時與兩個表面接觸的位置,通常在兩個表面之間擠壓填充導熱膠之處。通俗來講,膠層的重量就是厚度。一般來說,更薄的膠層減少了熱量從熱源排出的距離。因此,薄的膠層比厚的膠層更受歡迎,最大限度減少熱阻。
二、填充材料
導熱率用W/m.K(k、λ或κ)表達。未填充聚合物的導熱性大約是0.1W/m.K。填充材料的導熱性在1-1000 W/m.K之間。無機顆粒填料包括鋁、氧化物、氧化鎂、氮化鋁、氮化硼和金剛石粉末。金屬填充物,特別是銀金屬,可用于提高導熱性。帶有填充物的聚合物的導熱性通常在1-10 W/m.K之間。
仔細觀察,由于發熱設備和散熱器表面并不完全平整,所以沒有完全貼合。
有一些小面積的物理接觸,但散熱器和熱源之間仍有很多存在殘留空氣的間隙--這些“氣泡”會產生隔熱作用,不利于熱傳遞。導熱膠使用比空氣導熱性能更好的填料,以加快熱傳導、避免上述問題。
膠層表示導熱膠同時與兩個表面接觸的位置,通常在兩個表面之間擠壓填充導熱膠之處。通俗來講,膠層的重量就是厚度。一般來說,更薄的膠層減少了熱量從熱源排出的距離。因此,薄的膠層比厚的膠層更受歡迎,最大限度減少熱阻。
二、填充材料
導熱率用W/m.K(k、λ或κ)表達。未填充聚合物的導熱性大約是0.1W/m.K。填充材料的導熱性在1-1000 W/m.K之間。無機顆粒填料包括鋁、氧化物、氧化鎂、氮化鋁、氮化硼和金剛石粉末。金屬填充物,特別是銀金屬,可用于提高導熱性。帶有填充物的聚合物的導熱性通常在1-10 W/m.K之間。
大膠量和小膠量的TIM點膠
我們提供大膠量和小膠量的散熱填充劑(凝膠和漿料)點膠。下方表格總結了大膠量和小膠量點膠解決方案的關鍵工藝考量和常見設備類型,供參考借鑒。該指南重點關注散熱填料的大膠量點膠。有關散熱膏和導熱膠的小膠量點膠解決方案的更多信息,請聯系客服。
需要多少原料
您需要足夠膠量來覆蓋部件--或填充區域--膠層能確保被壓縮后有足夠的粘合力和良好性能。可以簡單地計算出總膠量:總膠量=最終膠層厚度x膠層面積。

然而,您需要考慮粘度差、基材材料組成和機械公差等其他外部因素,這些因素可能導致最終膠層厚度的變化。用您的應用的公差上限來計算膠量,以補償這些因素導致的誤差。如果您在公差范圍內使用可接受的最厚膠層計量值計算膠量,那么無論加工零件是處于機械公差范圍的下限還是上限,都可以確保熱源和散熱器之間填充足夠膠量。
然而,您需要考慮粘度差、基材材料組成和機械公差等其他外部因素,這些因素可能導致最終膠層厚度的變化。用您的應用的公差上限來計算膠量,以補償這些因素導致的誤差。如果您在公差范圍內使用可接受的最厚膠層計量值計算膠量,那么無論加工零件是處于機械公差范圍的下限還是上限,都可以確保熱源和散熱器之間填充足夠膠量。
選擇點膠模式
不同的點膠方式對工藝效率有很大影響。所選點膠模式應平衡:
● 點膠速度
● 達到膠層厚度所需應力
● 材料用量
● 點膠設備性能和磨損
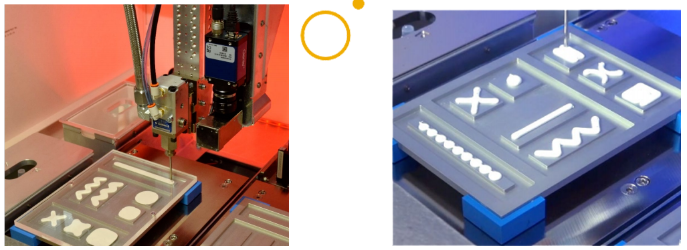
做出策略選擇。例如,如果您點膠的零件對機械應力容忍度低,可以選擇更復雜的點膠圖案,花費更多時間點膠。在這種情況下,質量的提升大于UPH受到的影響。我們的專業應用工程師可以幫助您了解各項性能,對您的應用進行開發以實現完美的平衡。
● 點膠速度
● 達到膠層厚度所需應力
● 材料用量
● 點膠設備性能和磨損
做出策略選擇。例如,如果您點膠的零件對機械應力容忍度低,可以選擇更復雜的點膠圖案,花費更多時間點膠。在這種情況下,質量的提升大于UPH受到的影響。我們的專業應用工程師可以幫助您了解各項性能,對您的應用進行開發以實現完美的平衡。
上一篇:芯片焊錫焊接方式及設備選擇
下一篇:乒乓球拍使用的涂膠設備
關于歐力克斯
解決方案
產品中心
 關注歐力克斯公眾號
關注歐力克斯公眾號